Carte de contrôle pour sous-groupes dans Excel
Ce tutoriel explique comment générer et interpréter une carte de contrôle pour sous-groupes avec Excel en utilisant XLSTAT.
Jeu de données pour l’analyse d’une carte de contrôle pour sous-groupes
Les données ont été prises dans une publication [Pyzdek Th. (2003), The Six Sigma Handbook, McGraw Hill, New York]. Elles correspondent à la mesure moyenne sur 5 mesures de 25 inspections sur un procédé de production.
But de ce tutoriel
L'outil de création de cartes de contrôle pour sous-groupes permet de créer les graphiques suivants, seuls ou combinés : - X (X barre) : la carte X barre permet de suivre l'évolution de la moyenne d'un procédé de production. Des décalages de la moyenne sont aisément visibles sur de tels graphiques.
- R : la carte R (Range chart en anglais) est utile pour analyser la variabilité d'une production. Une variation importante de la qualité de la production, provoquée par exemple par l'utilisation de différentes chaînes de productions sera facilement détectable.
- S, S² : les cartes S et S² sont aussi utilisés pour contrôler la variabilité de la production. Sur la carte de contrôle S on représente l'écart-type du processus suivi, tandis que sur la carte S² on suit la variance (le carré de l'écart-type).
Remarque 1 : si vous souhaitez pouvoir détecter des décalages plus faibles de la moyenne, vous pouvez utiliser les cartes CUSUM qui sont d'ailleurs souvent préférées aux cartes pour sous-groupes.
Remarque 2 : si vous ne disposez que d'une seule mesure pour chaque pas de temps, vous devez utiliser les cartes de contrôle à valeurs individuelles.
Remarque 3 : si vos mesures sont de nature qualitative (par exemple, oui/non, conforme/non conforme), vous devez utiliser les cartes de contrôle par attributs.
Paramétrer la boîte de dialogue d’une carte de contrôle pour sous-groupe
Après avoir lancé XLSTAT, cliquez sur le bouton Maitrise statistique des procédés de la barre XLSTAT et sélectionnez Carte pour sous-groupes.
 La boîte de dialogue apparaît. Dans l’onglet Général, sélectionnez le type de carte, et les données.
La boîte de dialogue apparaît. Dans l’onglet Général, sélectionnez le type de carte, et les données.
 Dans l'onglet Options, activez l’option Calculer les capacités du processus et entrez les valeurs des limites USL et LSL.
Dans l'onglet Options, activez l’option Calculer les capacités du processus et entrez les valeurs des limites USL et LSL.
 Cliquez ensuite sur le bouton OK, les calculs commencent.
Cliquez ensuite sur le bouton OK, les calculs commencent.
Interpréter les résultats d’une carte de contrôle pour sous-groupes
Les premiers résultats qui sont proposés sont l'estimation de la moyenne et de l'écart-type. Vous avez ensuite les valeurs pour les capacités et la carte X-barre.
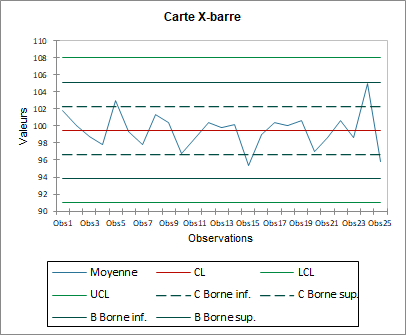
Il est intéressant de noter que l'indicateur Cp est noté pas adéquat. On peut voir que les limites spécifiées (rouge) sont plus importantes que les limites pour le contrôle de la carte X-barre (bleue). Le procédé n'est donc pas capable selon les spécifications.
 Les tableaux ci-dessous ainsi que la carte X-barre associée présentent les différentes limites.
Les tableaux ci-dessous ainsi que la carte X-barre associée présentent les différentes limites.
Dans le premier tableau vous trouvez toutes les valeurs qui construisent la carte de contrôle X-barre.
 Le tableau suivant dans le rapport contient les résultats pour les tests des causes spéciales. Il n'y a que des Non. Les données sont donc de bonne qualité vis à vis de ce problème.
Le tableau suivant dans le rapport contient les résultats pour les tests des causes spéciales. Il n'y a que des Non. Les données sont donc de bonne qualité vis à vis de ce problème.
Dans la carte de contrôle ci-dessous vous pouvez retrouver les mêmes informations. Les valeurs moyennes sont toujours entre les bornes supérieures et inférieures.
 La carte R indique des résultats similaires, sans cause spéciale.
La carte R indique des résultats similaires, sans cause spéciale.
Les deux cartes de contrôle permettent de conclure que le processus est sous-contrôle statistique.
Il est aussi intéressant de savoir si les données suivent une distribution Normale pour vérifier que les hypothèses pour les cartes de contrôle se vérifient. Dans la partie suivante des résultats vous avez les résultats de 4 tests de normalité. Tous les tests permettent d'accepter l'hypothèse nulle qui est que les données suivent une distribution Normale.
 Dans le graphique Q-Q on peut voir que les données suivent la première bissectrice ce qui montre qu'elles suivent une distribution normale.
Dans le graphique Q-Q on peut voir que les données suivent la première bissectrice ce qui montre qu'elles suivent une distribution normale.
 Enfin vous avez le graphique Run chart. Il contient toutes les mesures et permet de juger des tendances. Les données sont assez variables entre 91 et 110. La moyenne pour chaque groupe doit donc être utilisée avec précaution. Ceci explique que la capacité ne soit pas bonne.
Enfin vous avez le graphique Run chart. Il contient toutes les mesures et permet de juger des tendances. Les données sont assez variables entre 91 et 110. La moyenne pour chaque groupe doit donc être utilisée avec précaution. Ceci explique que la capacité ne soit pas bonne.

Cet article vous a t-il été utile ?
- Oui
- Non