Carte de contrôle pour attributs dans Excel
Ce tutoriel explique comment générer et interpréter une carte de contrôle par attributs avec Excel en utilisant XLSTAT.
Jeu de données pour l’analyse d’une carte de contrôle par attributs
Les données sont extraites d'une publication [Pyzdek Th. (2003), The six sigma Handbook Revised and expanded, McGraw Hill, New York]. Elles correspondent aux résultats de l'inspection de pêches par lot d'arrivage. Il y a 1000 pêches par lot. On note le nombre de pêches abîmées.
But de ce tutoriel
Les cartes de contrôle par attributs permettent d'analyser des « produits non conformes » ou des « non-conformités ». Ils sont utilisés pour contrôler la qualité avant livraison (produits fabriqués) ou la qualité à la réception (produits achetés). Tous les produits ne sont pas nécessairement contrôlés. Les inspections sont effectuées par unités d'inspection de taille bien définie. La taille peut être 1 s'il s'agit de télévisions lors de leur réception dans un entrepôt (chaque télévision est inspectée). Elle sera en revanche de 24 dans le cas de cagettes de pêches contenant 24 pêches chacune.
Les différentes cartes par attributs sont les suivantes :
-
Carte P : utile pour suivre la proportion d'unités non conformes dans un procédé de production.
-
Carte NP : utile pour le nombre absolu d'unités non conformes dans un procédé de production.
-
Carte C : utile dans le cas d'une production pour laquelle le nombre d'unités inspectées est constant pour chaque unité inspectée. Elle permet de suivre dans le temps le nombre absolu d'unités non conformes pour chaque contrôle.
-
Carte U : utile dans le cas d'une production pour laquelle le nombre d'unités inspectées n'est pas constant. Elle permet de suivre dans le temps la proportion d'unités non conformes pour chaque contrôle.
Les cartes P et NP permettent d'analyser la proportion, respectivement le nombre absolu, de produits non conformes dans un procédé de production. Par exemple, on pourrait compter le nombre d'appareils de télévision non conformes, ou le nombre de cagettes qui comportent au moins une pêche abîmée.
Les cartes C et U permettent d'analyser la proportion, respectivement le nombre absolu, d'occurrences de non-conformités dans une unité contrôlée. On peut compter le nombre de produits non conformes dans un procédé de production. Par exemple, on pourrait compter le nombre de transistors défectueux dans une unité contrôlée (il peut y avoir plusieurs transistors défectueux dans une télévision), ou le nombre de pêches abîmées par cagette.
Dans ce tutoriel on utilise la carte NP.
Paramétrer la boîte de dialogue d’une carte de contrôle par attributs
Après avoir lancé XLSTAT, cliquez sur le bouton Maitrise statistique des procédés de la barre XLSTAT et sélectionnez Carte par attributs.

La boîte de dialogue apparaît.
Dans l’onglet Général, sélectionnez le type de carte et les données. Vous devez aussi renseigner l'effectif des sous-groupes, ici 1000.

Cliquez ensuite sur le bouton OK, les calculs commencent.
Interpréter les résultats d’une carte de contrôle par attributs
Le premier résultat est la moyenne estimée.
Dans le premier tableau, les limites de contrôle de la carte de contrôle NP sont mentionnées. Ensuite, les données de la carte de contrôle NP, en commençant par les pêches abîmées (NP) et la taille du groupe, sont affichées. Ensuite, la ligne centrale (CL), la limite de contrôle inférieure (LCL) et supérieure (UCL) et les limites des zones inférieures et supérieures pour les zones B et C sont affichées pour chaque groupe.
 Enfin, vous trouvez la carte NP. Les valeurs semblent aléatoirement dispersées autour de la limite de contrôle. Cette carte de contrôle permet de conclure que le procédé est "sous-contrôle statistique".
Enfin, vous trouvez la carte NP. Les valeurs semblent aléatoirement dispersées autour de la limite de contrôle. Cette carte de contrôle permet de conclure que le procédé est "sous-contrôle statistique".

Le tableau suivant présente les résultats pour les tests des causes spéciales. Notez qu'aucune cause n'est repérée. Nous pouvons voir qu'il n'y a que la mention "Non" dans le tableau. Les données sont de bonne qualité en ce qui concerne cette question. En résumé, vous pouvez découvrir tout cela dans la carte de contrôle NP. Les valeurs des moyennes de groupe se situent toujours entre les limites inférieures et supérieures de contrôle.

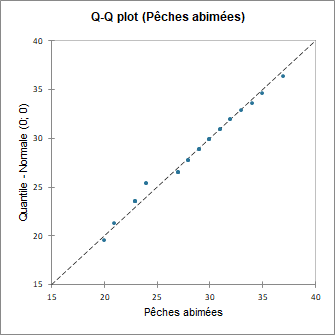
De plus, il est intéressant de vérifier que les données suivent une distribution Normale. Vous avez plusieurs tests dans ce module. Nous présentons ici les résultats pour le test de Jarque-Bera. La p-value (0.314) est supérieure à 5%. Il faut donc accepter l'hypothèse nulle qui dit que les données suivent une distribution Normale.

Vous pouvez aussi regarder le Q-Q plot qui montre que les valeurs sont disposées le long de la première bissectrice.
Enfin, regardez la carte Run chart. Dans cet exemple, il y a entre 23 et 37 pêches abîmées par 1000 unités. Ces valeurs sont dans les limites de contrôle (12.3 et 43.5).

Cet article vous a t-il été utile ?
- Oui
- Non